
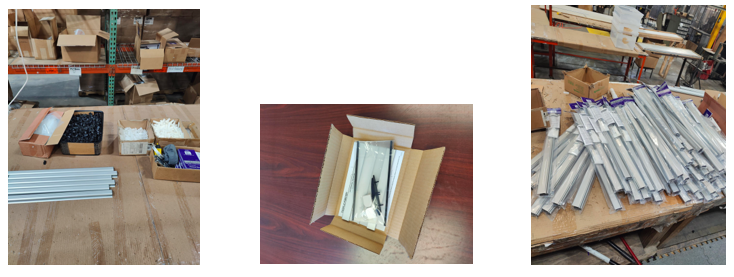
Process Overview: In our 12th Street facility, we manufacture various items where the main component is aluminum. The production of these items is driven by work orders in NetSuite and the manufacturing process for all these items is very similar. The process below should be used when manufacturing Grip a Strip, Map Rail, and Sign Holders.
Step 1: Ensure all the components from the work order have been transferred to the appropriate backflush bins and are in the correct physical spots for the manufacturing process.
Step 2: Confirm the item number being manufactured as this will dictate the length each aluminum extrusion will need to be cut into. (If applicable) The item numbers and their associated lengths are below. This is also posted in the ‘metals’ manufacturing area.
| Item Number | Description | Length (Inches) |
| 1005 | Small Note Holder | 7 1/8 |
| 1500 | Fax & Message Holder | 9 1/8 |
| 1025 | Large Note Holder | 12 7/8 |
| 2000 | Personal Size | 23 |
| 2005 | Mid Size | 34 ¾ |
| 2010 | Regular Size | 46 ½ |
| 2012 | Full Size | 71 ½ |
| 2015 | Value Size | 93 |
| 2026 | 1 Inch Map Rail | 93 |
| 2031 | 2 Inch Map Rail | 93 |
| 75390 | Name Plate Holder | 8 ½ |
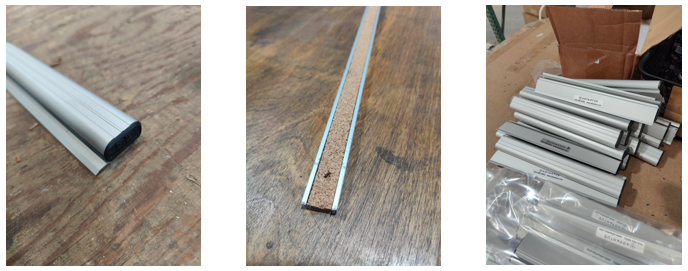
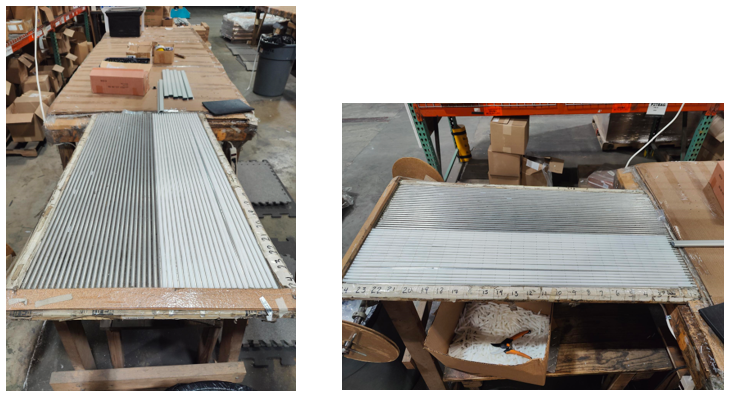
Step 3: Pull the aluminum extrusion needed. Using the miter saw, measure, and cut the extrusion into the length needed based on the chart above. Only authorized personnel should be operating the miter saw.
- *Note– The extrusions used for Grip a Strips and the sign holders come in 144” lengths. The Map Rail extrusions come in 96” lengths.

- *Note- Any leftover scrap pieces of aluminum can be thrown into the blue scrap aluminum bins. This includes pieces that have defects and pieces that cannot be used to manufacture a different-sized item.

Step 4: Take the cut lengths to one of the component tables to have all component pieces added. The cork is added to the Map Rails, cut so that it is flushed with the ends, and then one hole is drilled at each end. (Approx 1” from each end) Add the endcaps for the Grip a Strips. Grip a Strips will have two endcaps (one on each side) which are hammered into the side of the item using a mallet. The first endcap should be put into place before loading the rollers and the second endcap should be put into place after the rollers have been loaded.
Step 5: Grip a Strips should be set next to the tilted table containing the rollers. The Grip a Strips are laid next to each ‘lane’ of rollers so the rollers can be slid down into the Grip a Strip. As noted in the previous step, the second endcap should be hammered into place after the rollers have been added.
- *Note– The number of rollers that go into each Grip a Strip varies depending on the size of the Grip a Strip.
Step 6: Add the remaining components for each item (brackets, screws, instruction sheets, double-sided tape, component pack, etc.) and put each item into the appropriate polybag (Grip a Strips) or box (sign holders). For Grip a Strips that are in polybags, the appropriate hangtag must be stapled to the top of the polybag.
Step 7: Once the item and its components are ready, put them into the final shipping carton/tube and apply the appropriate label to the carton/tube.
Step 8: The work order will then be processed in NetSuite and the finished goods will be transferred into the appropriate bin(s) for storage. This completes the manufacturing process for Advantus’ aluminum items.
This completes the manufacturing process for Advantus’ aluminum items.